- Дуговая сварка
- — это процесс, при котором для расплавления кромок соединяемых деталей используют теплоту, выделяющуюся при горении электрической дуги, питаемой постоянным или переменным током.
Классификация видов дуговой электросварки
Одним из них является способ воздействия дуги на металл.
В этом случае различают сварку зависимой и независимой дугами.
К первому виду относится сварка, осуществляемая дугой, горящей между электродом и изделием.
Сварка независимой дугой характеризуется тем, что свариваемый металл не включен в цепь тока и нагревается за счет косвенного действия дуги.
Возможно выполнение сварки при одновременном использовании обоих видов дуг, как, например, при сварке трехфазным током, предложенной академиком В. Ф. Миткевичем
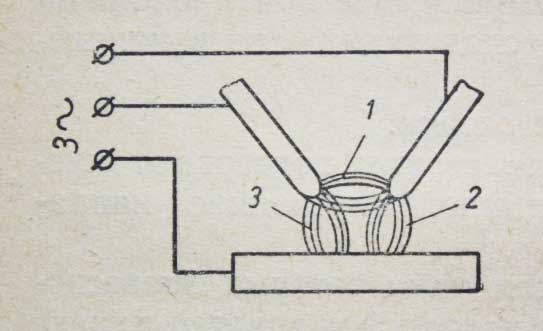
Рис. Схема электросварки трехфазной дугой.
1,2,3 — сварочные дуги
Другим классификационным признаком является характер участия электрода в образовании сварного соединения.
В практике сварки применяются не плавящиеся (угольные или вольфрамовые) и плавящиеся (металлические) электроды.
В первом — случае электрод служит только для поддержания горения дуги, а во втором материал электрода является еще и дополнительным металлом для образования сварного соединения.
Наконец, существенным технологическим признаком является способ защиты зоны сварки от воздействия воздуха.
Сварочные дуги можно разделить на
- открытые,
- защищенные и
- закрытые.
При сварке открытой дуги процесс образования соединения происходит без защиты от окружающей среды.
Защищенные сварочные дуги получают, окружая зону сварки активными или инертными газами.
Другим широко распространенном вариантом сварки защищенной дугой является сварка с применением качественных электродов.
Наиболее эффективная защита достигается при погружении дуги в порошкообразные и стекловидные флюсы.
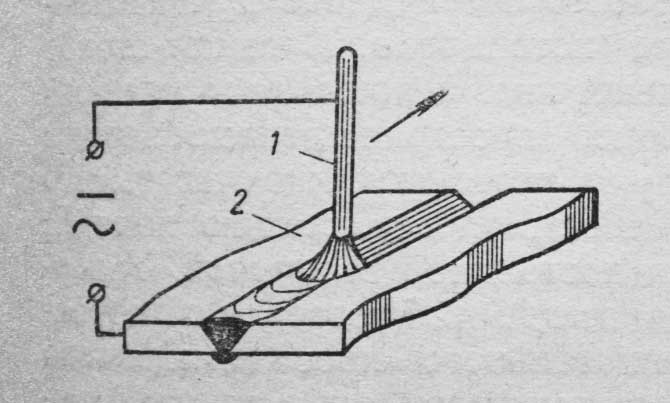
Рис. 2. Схема сварки по способу . Н. Г. Славянова:
1 — металлический электрод; 2- свариваемое изделие
Различными вариантами сочетаний описанных выше признаков обусловлено многообразие известных в настоящее время видов электродуговой сварки.
Наибольшее производственное значение имеет сварка по способу Н. Г. Славянова — сварка дугой прямого действия плавящимся электродом (рис. 2).
Менее распространенным является способ Н. Н. Бенардоса — сварка дугой прямого действия не плавящимся угольным электродом. Этот вид сварки, носящий название сварка угольным электродом, осуществляется по схеме, приведенной на рис. 3.
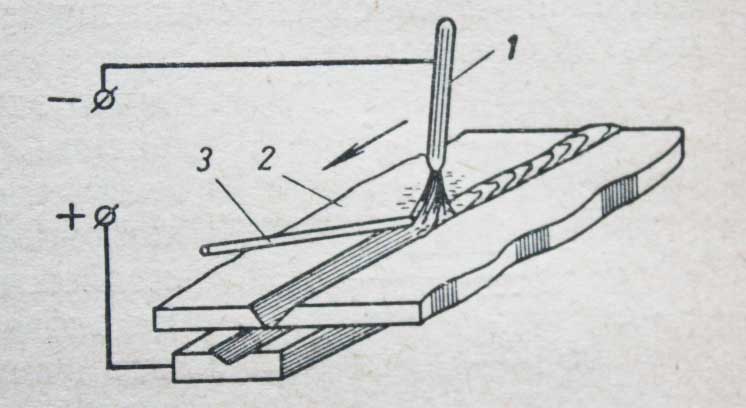
Рис. 3. Схема сварки по способу. Н. Н. Бенардоса:
1 — угольный электрод, 2- свариваемое изделие, 3 — присадочный металл
Стальные электроды для дуговой сварки изготовляются из специальной сварочной проволоки. Стандарт распространяется на холоднотянутую стальную проволоку для дуговой и газовой сварки, поставляемую в мотках, и предусматривает сортамент, технические условия, правила приемки, методы испытания, упаковку и маркировку проволоки.
Стандартом предусмотрено 30 марок сварочной проволоки, отличающихся но своему химическому составу, из них наиболее широко применяются в строительстве семь марок проволоки из углеродистой стали — Св-08, Св-08А, Св-08Г, Св-08ГА, Св-10ГА, Св-15, Св-15Г.
Стальные электроды должны удовлетворять требованиям ГОСТ. Классификация электродов производится не по составу покрытий, а по механическим свойствам металла сварного шва.
Основные группы электродов
В первую группу входит 13 типов электродов для сварки конструкционных низкоуглеродистых, среднеуглеродистых и низколегированных сталей. Эти электроды имеют обозначение: Э-34; Э-38; Э-42; Э-42А- Э-50; Э-50А и т. д. Цифры 34, 38 и т. д. соответствуют гарантированной величине предела прочности. Индекс «А» обозначает повышенные пластические свойства металла шва.
Во вторую и третью группы входят электроды для сварки сталей с особыми свойствами (нержавеющие и др.) для наплавки износостойких поверхностей.
Применяются главным образом электроды с толстым покрытием, дающие высокие механические качества сварного соединения.
Применение электродуговой сварки при изготовлении и монтаже стальных конструкций регламентируется «Техническими условиями на производство и приемку строительных и монтажных работ»
Высокопроизводительные методы ручной дуговой сварки
Сварка пучком электродов производится двумя, тремя и более электродами, соединенными в один пучок при помощи трех перевязок по длине электродов.
При сварке дуга возбуждается и поддерживается на том электроде, который в момент зажигания дуги находится ближе к свариваемому изделию.
В процессе сварки дуга блуждает, автоматически переходя с электрода на электрод, при этом общий нагрев стержней электродов происходит в меньшей степени, что позволяет увеличить сварочный ток.
Тепловая энергия дуги используется более эффективно, так как во время плавления одного электрода концы других электродов подогреваются.
Вспомогательное время, нужное для смены электродов, снижается
Коэффициент наплавки увеличивается, благодаря чему при одинаковом сварочном токе производительность сварки пучком по сравнению с производительностью при работе с одним электродом возрастает на 50—140%

Сварка с глубоким проплавлением производится при плотном опирании конца электрода обмазкой на свариваемый металл, что достигается непрерывным легким нажимом сварщика на электрод. При этом на конце электрода из обмазки образуется чехольчик, внутри которого горит дуга длиной не более 1,5 — 2 мм.
Рациональное использование мощности дуги и глубокое проплавление свариваемого металла приводят к увеличению в шве содержания основного металла и уменьшению наплавленного.
Стыковой шов, выполненный без скоса кромок, состоит примерно на 80% из расплавленного основного металла.
При сварке с глубоким проплавлением применяют электроды марок ЦМ-7, ЦМ-7с, ЦНИЛСС-УКД.
Производительность сварки в 1,5—2 раза выше по сравнению с обычным методом.
Сварка трехфазной дугой осуществляется от трехфазного сварочного трансформатора.
Две фазы присоединяют к двум изолированным друг от друга электродам, третью — к свариваемому изделию.
Техника выполнения шва аналогична применяемой при сварке пучком электродов.