
Ручная электродуговая сварка
Электродуговая сварка больше всего применяется в тех строительных конструкциях, которые подвергаются статической нагрузке. Динамическая или вибрационная нагрузка требует обязательного использования качественных электродов или сварки под флюсом.
Электродуговая сварка оправдывает себя при изготовлении стальных ферм (стропильных, мостовых, крановых), мачт, башен, колонн, каркасов промышленных и гражданских сооружений, каркасов высотных зданий, баков, резервуаров, трубопроводов, арматуры для железобетона (сварка внахлестку при малых диаметрах и встык при больших).
Контактная сварка в строительстве используется для сварки арматуры железобетона и тонколистовых штампованных профилей.
Сварка часто применяетсяя при постройке доменных и мартеновских цехов, при сооружении газгольдеров, резервуаров, трубопроводов, мостов. Примером использования сварки в мостовом деле может служить сварной мост им. лейтенанта Шмидта в Петрограде.

Сварка строительных конструкций дает возможность экономить металл, труд и время. В среднем по всем видам строительных конструкций экономия металла при сварке составляет 15%.
Для сварки арматуры железобетона встык в основном применяют электроконтактную сварку по методу оплавления, которая обеспечивает наиболее высокие экономические показатели и большую прочность стыка.
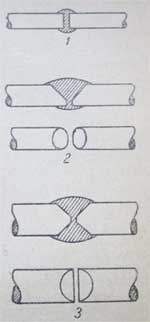
Рис. 1. Сварка круглой стали встык:
1—без скоса кромок; 2—с К- образным скосом; 3— с Х-образным скосом.
В те моменты, когда по техническим обстоятельствам применить электроконтактную сварку нельзя, используется электродуговая сварка металлическим электродом. Для стержней диаметром до 12 мм используется соединение без скоса кромок (рис. 1, 1).
При диаметрах от 13 до 32 мм скос кромок делается У-образный (рис. 1, 2), при диаметре 25 мм и выше Х-образный (рис. 1, 3). Конический скос кромок независимо от диаметра стержней не допускается. Необходимо, чтобы наплавленный металл равномерным кольцом охватывал свариваемые стержни.
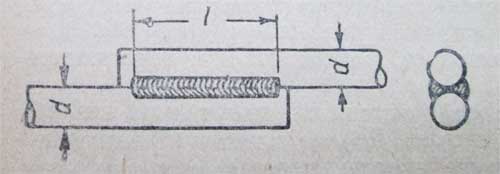
Рис. 2. Сварка круглой стали внахлестку.
Сварка двух стержней может быть осуществлено также путем соединения внахлестку фланговыми швами, причем длина шва L=5d+ 10 мм, где d—диаметр свариваемой арматуры (рис. 2).
Общие требования для электродуговой сварки и газорезки
1. При изготовлении и монтаже стальных конструкций применяют электродуговую сварку металлическим электродом.
Наибольшее распространение имеет ручная электродуговая сварка.
Широко применяется также автоматическая сварка под слоем, флюса.
Сварные соединения стальных конструкций должны обладать высокими механическими свойствами. Металл швов должен быть плотным; в нем не должно быть пор и Шлаковых включений.
2. Для ручной электродуговой сварки применяются металлические электроды, покрытые тонкой (ионизирующей) и толстой (качественной) обмазкой.
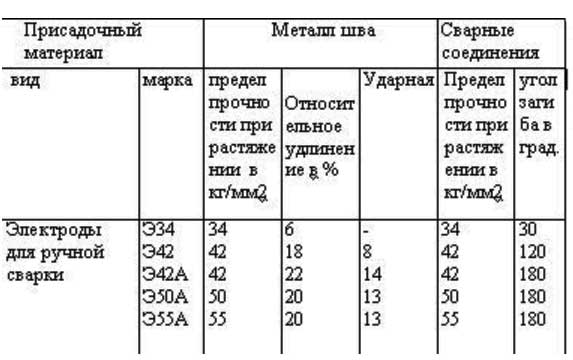
Тонкие обмазки делают из смеси мела и жидкого стекла. Электроды с тонкой обмазкой марки Э34 позволяют наплавлять шов, обладающий пределом прочности 34—40 кг/мм2
.Толстой, качественной обмазкой регулируют металлургический процесс сварки и улучшают качество наплавленного металла. Марки электродов Э42 и ЭБ5А дают шов с пределом прочности 42—55 кг/мм2.
Механические свойства наплавленного металла и сварного соединения приведены в табл. 1
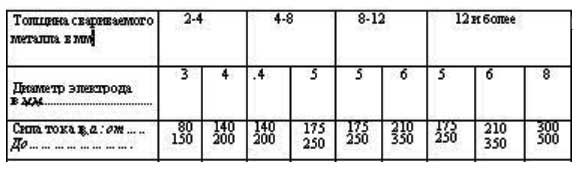
Качество сварного шва зависит от степени сплавления основного и наплавленного металла. Для достижения высокого качества шва надо, чтобы дугой выделялось тепло, достаточное для расплавления основного металла на необходимую глубину (1,5—5 мм). В этом случае металл электрода проникает в расплавленный металл соединяемых деталей. Однако излишнее количество тепла ведет к пережогу металла. Поэтому весьма важен правильный выбор силы сварочного тока (табл. 2).
Выбор силы тока в зависимости от толщины свариваемого металла и диаметра электрода (для сварки в нижнем положении)
Нажимая на кнопку, вы соглашаетесь на обработку персональных данных в соответствии с Условиями