
Одиночные сваи, производство свай
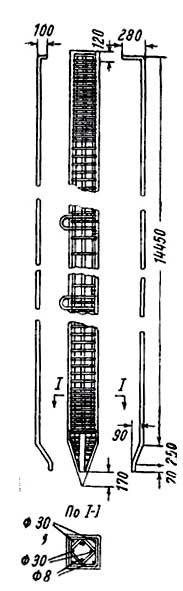
В производстве конструкция железобетонных свай показана на рис. 1. Арматурный каркас образуется из продольных стальных стержней диаметром 16—35 мм, расположенных по углам сваи (иногда и посредине сторон) и скрепленных по длине отдельными железными прутьями (хомутами) диаметром от 6 до 8 мм или сплошной спиральной обмоткой.
Хомуты и обмотка скрепляются с продольными стержнями электросваркой или вязальной проволокой. Для удобства подъема свай имеются специальные петли. Чтобы усилить прочность головы и нижнего конца сваи, хомуты в этих частях располагаются ближе друг к другу, а при спиральной обмотке уменьшается шаг спирали. Нижний конец железобетонной сваи имеет четырехгранное заострение.

В производстве для армирования железобетонных свай обычно применяется мягкая сталь марки т. 3, притом в виде круглых стержней. В настоящее время широко применяется арматура периодического профиля. Наличие в ней продольных и поперечных выступов в виде ребер и колец наилучшим образом обеспечивает сцепление арматуры с бетоном, в связи с чем увеличивается прочность сваи в значительной мере снижается возможность появления трещин. Применение арматуры периодического профиля снижает общий расход арматуры в железобетонных сооружениях на 12—15%.
Железобетонные сваи производятся длиной от 6 до 40 м преимущественно квадратной формы с углами, скошенными в виде фасок. Наиболее часто применяются сваи сечением 30X30 и 40X40 см.
Расстояние между арматурой и наружной поверхностью сваи, которое называется защитным слоем, выбирается с таким расчетом, чтобы между хомутами и наружной поверхностью оставалось не меньше 2 см бетона. Если свая будет подвержена действию морской или речной воды, содержащей вредные для бетона соли и кислоты, то защитный слой может быть увеличен до 5 см.
Производство железобетонные сваи на заводах железобетонных изделий или на полигонах, т. е. площадках, оборудованных механизмами и поточными линиями, которые обеспечивают полную механизацию процесса изготовления свай.