
Сварные каркасы из арматуры и сетки
Для армирования железобетонных конструкций следует преимущественно применять сварные каркасы и сварные рулонные или плоские сетки. Сварные каркасы и сетки должны, как правило, изготовляться при помощи контактной точечной сварки. Применение дуговой сварки для сварных сеток может быть допущено в отдельных случаях при соблюдении условий.
Применение сварных каркасов и сеток не рекомендуется в конструкциях, подвергающихся действию многократно повторяющейся подвижной или пульсирующей нагрузки, вызывающей в основных расчетных сечениях изменение знака усилий в арматуре или изменение величины усилий в арматуре более чем в 2 раза (подкрановые балки, шпалы, не массивные части фундаментов под некоторые неуравновешенные машины и т. п.).
В этих случаях рекомендуется применять вязаные сетки и каркасы. Арматура в виде вязаных сеток и каркасов может применяться также для элементов монолитных конструкций сложной конфигурации, для плит с большим числом отверстий различных размеров и формы.
Применение арматуры в виде отдельных стержней не рекомендуется.
Для изготовления сварных сеток и каркасов при помощи контактной точечной сварки рекомендуется в целях экономии металла применять сталь периодического профиля и холоднотянутую проволоку диаметром от 3 до 5,5 мм.

Холодносплющенную сталь периодического профиля или сталь горячекатаную круглую, подвергнутую силовой калибровке, диаметром более 10 мм следует применять только в качестве продольной арматуры сварных каркасов и рабочей арматуры сварных сеток и лишь в том случае, если диаметр стержней другого направления не превышает 10мм.
При проектировании сварных каркасов и сеток должны учитываться производственные возможности строительных организаций, оснащенность их сварочным оборудованием и подъемно-транспортными механизмами, а также возможности получения готовых сеток и каркасов с централизованных заводов и, в частности, стандартных сеток, выпускаемых заводами.
 — Сварные сетки
— Сварные сетки
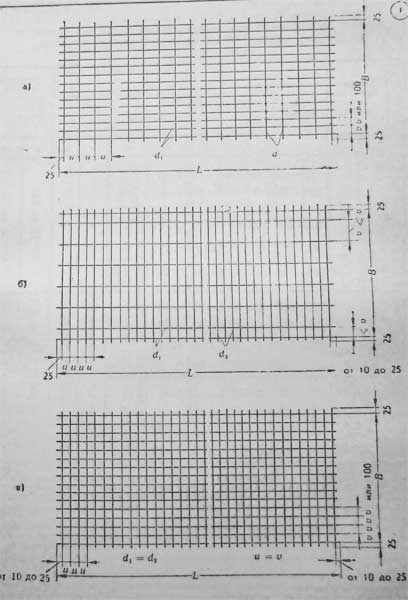
Сварные сетки должны изготовляться, как правило, с взаимо-перпендикулярным расположением рабочих и распределительных стержней. Сварные сетки могут иметь рабочую арматуру, расположенную либо в направлении большего размера сетки (рис. 1 ,а), либо в направлении меньшего размера (лист 20, рис. 1,б), либо в обоих направлениях ( рис. 1,в).
При изготовлении сеток на одноточечных машинах в целях экономии металла часть рабочих стержней может не доводиться до края (лист 19, рис. 1,6).
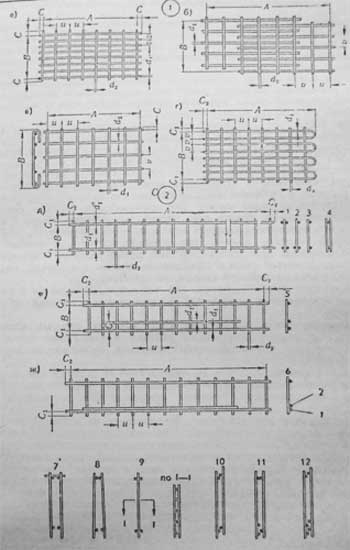
В отдельных случаях возможно применение сеток с не перпендикулярным расположением распределительных стержней к рабочим, а также сеток, имеющих на одном или на обоих концах стержней крюки (рис. 2,в) или загибы (рис. 2,г).
 — Сварные сетки,
— Сварные сетки,
каркасы 1- сварные сетки, 2 — сварные каркасы
Изготовление сеток с гнутыми стержнями возможно путем сварки заранее согнутых стержней или путем сгибания плоских сеток. В последнем случае при применении для сеток стержней периодического профиля (горячекатаных или холодносплющенных) загиб должен производиться таким образом, чтобы места сварки находились вне пределов загиба и не ближе чем на 5d от его концов (d — диаметр сгибаемых стержней).
Расстояние между осями как продольных, так и поперечных стержней в сварных сетках рекомендуется принимать кратным 50 мм.
Стержни сварных сеток, как правило, должны быть сварены во всех точках пересечений продольных и поперечных стержней.
Сварка не всех мест пересечения стержней в сетках допускается только при изготовлении их на одноточечных машинах в следующих случаях:
- а) если рабочая арматура сеток выполняется из стержней периодического профиля, количество и расположение сварных узлов в сетке определяется в этом случае соображениями транспортировки и монтажа;
- б) если рабочая арматура сеток выполняется из холоднотянутой проволоки или стержней, и при этом шаг стержней другого направления составляет менее 100 мм;
- в) если рабочая арматура сеток выполняется из обычных круглых стержней.
Количество и расположение сварных узлов в сетках, предусмотренных в пп. б) и в), определяется из условия, чтобы в сетках с рабочей арматурой одного направления были обязательно сварены все места пересечений крайних анкерующих поперечных стержней у всех концов сетки, а в сетках с рабочей арматурой в двух направлениях — все места пересечений крайних стержней по периметру сетки. Расположение остальных сварных узлов определяется из условия, чтобы расстояния между ними не превышали наибольших расстояний между распределительными стержнями.
В случае, когда расстояния между распределительными стержнями сетки не нормируются, при значительных расстояниях между сварными точками часть средних узлов сетки (через два-три узла в каждом направлении) следует связывать вязальной проволокой.
В каркасах, независимо от диаметра и типа рабочих стержней, и в сетках с рабочей арматурой из холоднотянутой проволоки при расстояниях между стержнями другого направления 100 мм и более обязательна сварка всех мест пересечения стержней.
Нажимая на кнопку, вы соглашаетесь на обработку персональных данных в соответствии с Условиями