
Сварка арматуры в стык, стыкование стержней арматуры
Во всех случаях, когда стыкование стержней может быть произведено до монтажа арматуры, рекомендуется применять контактную стыковую сварку.
При помощи дуговой сварки должны, как правило, осуществляться монтажные стыки.
Стыки на дуговой сварке могут выполняться либо внахлестку, либо с подкладками или накладками, а также ванным способом.

Стыки холодносплющенных стержней периодического профиля могут выполняться на дуговой сварке только с накладками.
Стыкование стержней горячекатаной арматуры диаметром более 16 мм должно производиться путем электросварки, преимущественно контактной стыковой сварки.
Дуговая сварка стыков внахлестку или с накладками, а также ванным способом допускается лишь при невозможности осуществления контактной сварки. При этом для стыкования стержней диаметром от 20 мм и более следует применять преимущественно сварку ванным способом (рис. 1, а).

Величина а зазора между торцами стержней должна быть (при d<50 мм) не более Id.
Стыкование стержней арматуры из стали, подвергнутой холодной, обработке, должно проводиться с соблюдением следующих требований-.

- а) стержни из холоднотянутой проволоки стыкуются только внахлестку без сварки; электросварка стыков холоднотянутой проволок (как контактная, так и дуговая) не допускается;
- б) контактная сварка стыков стержней из стали, подлежащей холодной обработке путем сплющивания или силовой калибровки, должна-производиться до указанной обработки (контактная стыковая сварка для холоднообработанной арматуры допускается при условии, что в одном сечении или в сечениях, расположенных друг от друга ближе 30d, стыкуется не .более 25% всей площади арматуры);
- в) дуговая сварка стыков стержней из стали, подвергнутой -силовой-калибровке, не допускается;
- г) дуговая сварка стержней из холодносплющенной стали периодического профиля допускается при соблюдении требований, указанных ниже.
Дуговая сварка стыков (внахлестку и с накладками) стержней горячекатаной стали гладкого и периодического профилей должна производиться не менее чем двумя фланговыми швами.
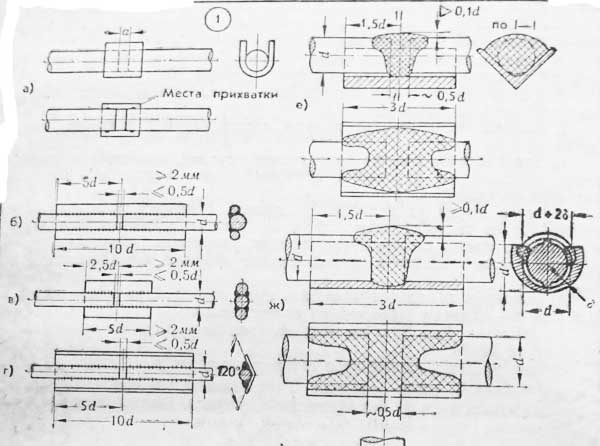 — Сварные стыки стержней, 1 — стыки внахлесткуи стыки с подкладками и накладками
— Сварные стыки стержней, 1 — стыки внахлесткуи стыки с подкладками и накладками
При этом должны соблюдаться также следующие указания:
- а) суммарная длина сварных швов на стыке внахлестку или на каждой полунакладке должна составлять не менее 10 диаметров стыкуемых стержней (рис. 1 ,а—д);
- б) длина полунакладки должна быть при двух фланговых швах не менее 5 диаметров, а при четырех фланговых швах не менее 2,5 диаметров стыкуемых стержней (рис. 1, б, в и г);
- в) длина нахлестки для стали гладкого профиля должна быть не менее 5 диаметров стыкуемых стержней (рис. 1, д);
- г) высота сварного шва должна быть равна 0,25 диаметра стыкуемых стержней, но не менее 4 мм;
- д) ширина сварного шва должна составлять 0,7 диаметра, но не менее 10 мм;
- е) для накладок должна применяться круглая, полосовая и угловая сталь; накладки из круглой и полосовой стали могут быть парными (из двух стержней).

Нажимая на кнопку, вы соглашаетесь на обработку персональных данных в соответствии с Условиями