
Техника ручной дуговой сварки
Подготовленные к ручной дуговой сварке детали устанавливают в нужном положении и закрепляют неподвижно специальными приспособлениями (струбцинами, скобами, закрепками, кондукторами).
Сварщик прикосновением электрода к изделию зажигает дугу и затем перемещает электрод, заполняя шов плавящимся металлом электрода и поддерживая короткую дугу (около 3 мм).
Для расширения валика и увеличения количества тепла, передаваемого шву, электроду сообщаются поперечные колебательные или зигзагообразные движения. На рис. 1 приведена схема процесса отложения наплавленного металла при дуговой сварке металлическим электродом с тонкой обмазкой.
Необходимым условием прочности сварки является достаточная глубина провара в основном металле, т. е. достаточная глубина сплавления наплавленного металла с основным (в среднем около 3 мм).

Из-за резкой разницы в температурах, вследствие теплового расширения и усадки наплавленного металла, при сварке в конструкциях возникают внутренние напряжения и коробление, которые могут вызвать образование трещин.
Для уменьшения внутренних напряжений и коробления при сварке применяют следующие общие приемы:
- повышают скорость сварки;
- применяют такой порядок сварки, при котором узлы и швы, задерживающие распространение термических напряжений, завариваются в последнюю очередь; например, при сварке двутавровой балки из листов в первую очередь свариваются стыки вертикальных и горизонтальных листов и только после этого завариваются поясные швы, соединяющие вертикальную стенку с поясами;в листовых конструкциях сначала сваривают поперечные швы, соединяющие листы в длинные полосы, a зaтем — полосы друг с другом от середины к краям; это дает возможность деталям свободнее перемещаться при усадке швов;
- сваривают одновременно симметричные швы;
- предварительно выгибают элементы конструкции в направлении, обратном возможной деформации;
- жестко закрепляют собранную для сварки конструкцию на стеллажах или в кондукторе.
Режим ручной электродугой сварки, в основном, зависит от толщины свариваемой стали, от диаметра и типа электрода.
В табл. 1 приведены ориентировочные значения силы сварочного тока в зависимости от толщины стали.
Таблица 1. Силы тока при ручной сварке
| Толщина стали мм | 2-4 | 4-8 | 8-12 | 12 и более | |||||
| Диаметр электрода мм | 3 | 4 | 4 | 5 | 5 | 6 | 5 | 6 | 8 |
| Сила тока, а | 80-150 | 140-200 | 140-200 | 175-250 | 175-250 | 210-350 | 175-250 | 210-350 | 300-500 |
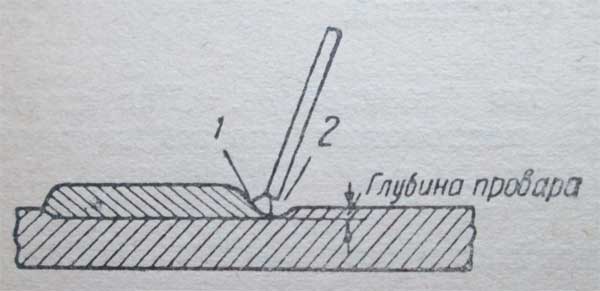
Рис. 1. Наплавка электродом с тонкой обмазкой: 1—дуга; 2—кратер.
Более высокую производительность дает способ электросварки с глубоким проплавлением (сварка погруженной дугой или так называемой ультракороткой дугой). Сварка производится качественными электродами с толстым покрытием.
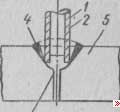
Рис.2. Схема погружения дуги: 1- стержень электрода, 2- покрытие, 3- пятно дуги, 4- расплавленный металл, 5- изделие
После возбуждения дуги электрод чехольчиком нерасплавившегося покрытия на его конце опирается на свариваемые детали. Это обеспечивает наименьшую длину дуги без короткого замыкания и более глубокий провар (рис. 2), чем при обычной открытой дуге. Такой способ повышает производительность в полтора — два раза и дает экономию электродов и электроэнергии.
Нажимая на кнопку, вы соглашаетесь на обработку персональных данных в соответствии с Условиями