
Горелки ацетилено кислородные
При газовой сварке используется главным образом ацетилен (С2Н2) или бензин и бензол. Ацетилен доставляют на место работ в герметических баллонах под давлением около 16 ати, растворенным в ацетоне, или получают в ацетиленовых генераторах из карбида кальция, при помощи воды.
Кислород для горения ацетилена поступает на стройки в герметических баллонах, под давлением до 150 ати. Ацетилен и кислород подводят в горелку, смешиваются и по выходе из наконечника горелки зажигаются.
Перед тем как поступить в горелку, ацетилен проходит через очистительные приборы и предохранительный водяной затвор, препятствующий обратному удару пламени из горелки в ацетиленовый генератор. Кислород из баллона перед поступлением в горелку пропускают через редуктор, для снижения и автоматического поддержания давления кислорода, независимо от изменения давления в баллоне.
При работе с генераторным ацетиленом применяют горелки инжекторного типа, работающие по принципу засасывания ацетилена кислородной струей.

При хорошем пламени горелки соотношение между объемами кислорода и ацетилена составляет 1,15 : 1. При большем количестве кислорода пламя становится окислительным и может вызвать при сварке пережог (окисление) металла; при большем количестве ацетилена пламя становится науглероживающим.
Поверхность свариваемого металла должна находиться на расстоянии около 5 мм от блестящего ядра пламени, так как в этом месте температура наиболее высока (около 3000°).
В качестве присадочного металла используют проволоку или прутки металла, по возможности такого же состава, как и свариваемый металл. Сваривая чугун и цветные металлы применяется, кроме того, введение флюсов.

Газовая сварка используется для цветных металлов, чугунных изделий и для сталей малых толщин (1,5 мм и ниже).
В строительстве газовая сварка применяется крайне мало из-за малой ее производительности и большей стоимости по сравнению с дуговой.
За последние годы в России при постройке магистральных нефте- и газопроводов получила широкое распространение полуавтоматическая газопрессовая сварка, которая заключается в разогреве стыка свариваемых деталей при помощи многопламенной ацетиленокислородной горелки до пластического состояния или до оплавления с последующим осаживанием стыка под большим давлением. Этим способом хорошо сваривают (встык) детали сплошного и трубчатого сечения. Имеется станок для газопрессовой сварки стержней диаметром до 75 мм с максимальным усилием осадки 14 т.
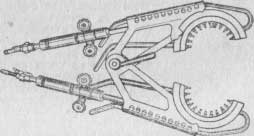
Рис. 1. Ацетилено-кислородная горелка для газопрессовой сварки и термической обработки круглых сечений.
На рис. 1 представлена кольцевая горелка в разомкнутом положении для газопрессовой сварки круглых сечений. Металл разогревается до t=1200—1250°, а давление осадки достигает 2—2,5 кг/мм2 площади поперечного сечения свариваемых деталей.
Газопрессовая сварка, является высокопроизводительным процессом и дает прочный стык при сварке низко- и среднеуглеродистых сталей (при С <0,5%). Наиболее освоена газопрессовая сварка трубопроводов. Для сварки магистральных трубопроводов большого протяжения служит самоходный агрегат-комбайн, который передвигается вдоль трубопровода и за 8 часов работы производит сварку стыков трубопровода на протяжении до двух километров.
Видео газовой горелки
Нажимая на кнопку, вы соглашаетесь на обработку персональных данных в соответствии с Условиями