
Колонны из натурального камня, балясины, вазы
Камнеобрабатывающие заводы изготовляют колонны цельные и составные из камня; материалом служат твердые и среднетвердые породы. Возможно использование в декоративных целях слоистых пород.
Ствол цельной колонны ( рис. 1а) изготовляется из монолитов на специализированных токарных станках. Нижняя и верхняя постели колонны обрабатываются с минимальными допусками (табл.).
В центре верхней и нижней постелей высекаются отверстия глубиной около 100 мм для центрирования колонны при установке. Верхняя имеет трапецоидальную форму и служит для подъема при помощи волчьей лапы. Профилю уширения основания колонны придается снизу такая форма, чтобы точки опоры колонны лежали внутри контура ствола ( рис. 1а); несоблюдение этого правила при-водит к скалыванию валика базы.
Технические требования к рустованным плитам
| Фактура лицевой поверхности | Фактура профильной части камня | Допуски (мм) | Сохранность кромок | |||
| длина | высота | толщина | просвет под шаблоном | |||
| Скала, бугристые | Бороздчатые (3 борозды) | ±10 | ±5 | ±20 | — | не более 5 щербин на 1 пог. м |
| Бороздчатые, точечные, пиленая | Бороздчатые (5 борозд) | ±5 | ±1 | ±20 | 1 | до 3 |
| Шлифованная. лошеная и зеркальная | Лошеная и зеркальная, шлифованная | ±2 | ±0,5 | ±20 | 0,5 | щербины не допускаются |
Элементы составных колонн (рис. 16) обрабатываются на токарных станках; детали трехчетвертных колонн обрабатываются вручную.
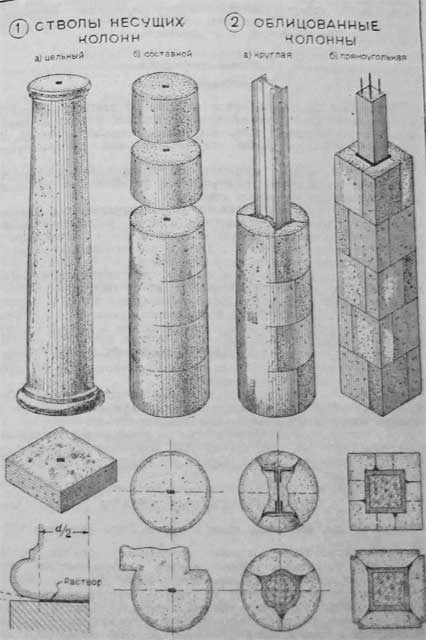
фото изготовления колонн из природного камня.
Технические требования к обработке колонн
| Вид колонн | Допуски (мм) | |||
| длина | диаметр | просвет под шаблоном | просвет под угольником | |
| Цельные | ±10 | ± 5 | 1,0 | — |
| Составные | ±2 | ±0,5 | ±0,5 | ±0,5 |
Сложные профили и орнаменты

Сложные профильные архитектурные детали, а также резные орнаментально-скульптурные изделия (капители, порезки, кронштейны, решетки и др.) выполняются квалифицированными резчиками по камню в соответствии со специально изготовленной моделью.
Эти детали производятся как вручную, так и пневматическим инструментом из тщательно отобранных блоков не слоистого камня.