
Формы для жби изделий, индивидуальные разборные формы
Формы для мелких элементов конструкций неразборные для немедленной распалубки бывают:
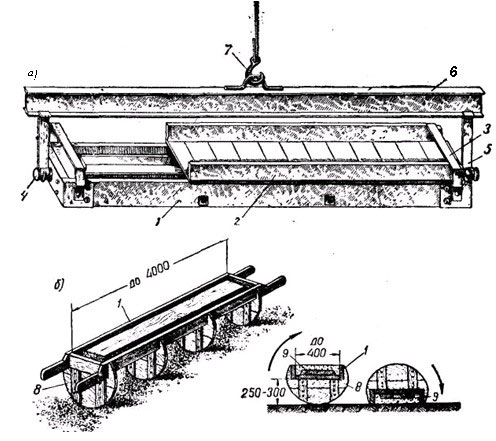
Рис. 1. Примеры индивидуальных форм для мелких железобетонных изделий
а — опрокидная форма на цапфах с выгрузкой изделия на поддон; б — опрокидная форма на кружалах с выгрузкой изделия на поверхность стенда; 1 — форма; 2 — поддон; 3 —скоба; 4 — цапфа; 5 — подвеска; 6 — траверса; 7 — крюк крана; 8 — кружала; 9 — изделие
- опрокидные на цапфах с выгрузкой изделия на поддон (рис. 1,а) для изготовления ребристых кровельных плит и других конструкций, выдерживаемых на поддонах в пропарочных камерах или в условиях естественного твердения. Перемещение и разгрузка этих форм, а также штабелирование изделий на поддонах производятся при помощи крана или тельфера;
- опрокидные на кружалах с выгрузкой изделия непосредственно на плиту стенда (рис. 1,б) — для изготовления небольших ребристых и плоских плит, мелких прямоугольных и тавровых балочек брусковых перемычек ч т. п.; разгрузка форм производится вручную: такие формы применяются для изготовления небольшого количества изделий в условиях мелкого строительства.
Формы со съемными бортами для немедленной распалубки применяются для изготовления изделий, которые после формовки и снятия бортов оставляют на днище и вместе с ним транспортируют краном к месту выдерживания в штабелях.
Индивидуальные разборные формы применяются для изготовления карнизных и балконных плит и других изделий сложной конфигурации; при малом объеме работ их делают деревянными, при массовом производстве — металлическими.
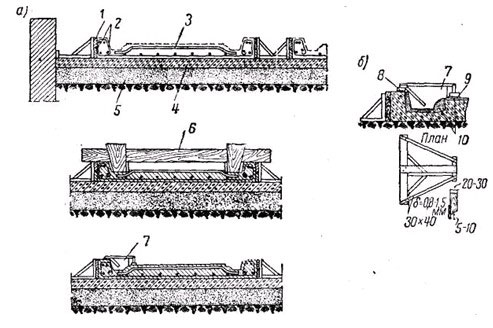
Рис. 2. Изготовление матриц с применением шаблонов
а — последовательность изготовления; б — деталь шаблона для формования поверхности; 1 — наружная опалубка; 2 — арматура; 3 — паропровод; 4 — шлакобетон; 5 — подготовка из шлака; 6 — рама с внутренней опалубкой; 7 — шаблон; 8 — фугованный брус; 9 — подливка из гипса; 10 — отделочный слой из цементного раствора 1:2 или 1:3

Железобетонные матрицы представляют собой формы, применяемые на полигонах для изготовления сборных конструкций типа ребристых и сводчатых панелей и плит. Формы состоят из днища — матрицы и из железобетонных или металлических бортов. Матрицы (бетон марки не ниже 200) изготовляются с применением шаблонов (рис. 2) или путем формовки на моделях изделий.
Для подогрева матриц наиболее целесообразно применение пара, пропускаемого через регистры (трубы), заложенные в теле бетона матриц.