
Обработка камня: инструмент для обработки
Детали из камня, подлежащие обработке. Облицовочные детали, поврежденные при перевозке или в процессе монтажа, нуждаются в исправлении на месте работы. Кроме того, обязательной доработке на строительной площадке подлежат: замковые элементы облицовки (средний камень при установке каждого ряда); облицовочные плиты, выпускаемые заводом с положительным допуском; простые по форме, испорченные или утраченные элементы облицовок.
Работа производится вручную или механически; в последнем случае станки выбираются облегченные, малогабаритные. Для монтажных работ используются пневматические или электрические портативные механизмы, устанавливаемые непосредственно на рабочем месте облицовщика.
Изобретенные камнерезные машины позволяют получать блоки и камни заданных размеров путем распиливания ракушечников, известняков, мраморов и тому подобных сравнительно мягких пород на карьере. К числу машин, полностью механизирующих процесс получения готовых камней правильной формы, относятся камнерезные машины А.И. Столярова, К. П. Галанина и др.
Камнерезные машины
Основными режущими элементамимашин для резки камней являются большей частью дисковые пилы — быстро вращающиеся стальные диски, имеющие на ободе резцы или вставки из твердых сплавов. Диски расположены в режущих установках так, что они могут делать вертикальные и горизонтальные пропилы. Режущие установки смонтированы на тележках, которые передвигаются по рельсовым путям вдоль фронта работ.
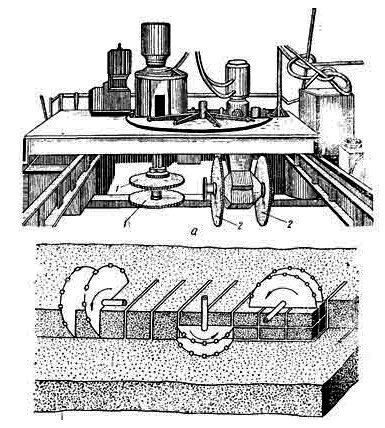
а—схема камнерезной машины для открытых работ: 1— пилы для горизонтальной резки; 2—пилы для вертикальной резки; б—общая схема выпиливания камней в карьере
Универсальные машины Столярова с кольцевыми фрезами, армированными твердыми сплавами, применяются для выпиливания крупных блоков из мраморных массивов. Блоки затем распиливают на специальных рамных пилах на тонкие мраморные плиты.

Для резания мягких пород (ракушечников, мраморов и т. п,) применяются также машины с камнерезными цепями, снабженными твердыми пластинками из победита, с пилами, имеющими самозатачивающиеся резцы и т. и. Применение камнерезных машин значительно повышает производительность труда, облегчает труд и дает возможность получать крупные блоки правильной формы, что увеличивает выход ценной продукции.
Фактуры изделий
При обработке поверхностей плит, камней и других изделий им придают ту или иную фактуру, т. е. тот или иной характер поверхности. Для этого применяют:
- ударную обработку — окалывание поверхности различными камнетеснымиинструментами(преимущественно пневматическими молотками со сменными наконечниками разной формы);
- абразивную обработку, к которой относят: распиливание, фрезерование (для изделий сложной формы), шлифовку и полировку.
Ударная обработка
При ударной обработке в зависимости от вида применяемого инструмента можно получить следующие основные фактуры:
- а) фактуру «скалы», когда лицевая поверхность камня имеет такой же вид, как и при естественном расколе пород.
(с крупными буграми и впадинами); - б) «грубую теску» (бугристую фактуру), если лицевая поверхность изделия околота так, что имеет углубления и выступы до 10 мм;
- в) «пол у чистую теску» (мелкобугристую фактуру), если получившиеся грани правильны, но шероховаты (неровности до 2—3 мм
- г) «чистую теску» или «кованую» фактуру, если неровности поверхности не превышают 1—1,5 мм.
Мелкие неровности на камне скалывают шпунтом. Им же обтесывают ребра, углы и сложные поверхности. Для чистой тески (ковки) применяют бучарды с зубчатой поверхностью. Для получения рифленой фактуры пользуются «троянкой». Широко применяют пневматические молотки со съемным инструментом, наплавленным твердыми сплавами, что существенно повышает производительность труда и облегчает разработку камня. Применяются и электрифицированные переносные инструменты (электробучарды и пр.).

Пневматические инструменты для ударной обработки камня: 1— шпунт; 2 — бучарда; 3 — троянка
Распилка камня
Каменные блоки распиливают на плиты при помощи рамных пил, в движущиеся рамы которых вставлен ряд стальных полотен; под эти полотна подсыпают твердый зернистый истирающий (абразивный) материал, который собственно и осуществляет распиливание. Для мягких пород абразивом служит кварцевый песок, а для более твердых — мелкие зерна из твердой стали или закаленного чугуна.

В последнее время разработаны новые методы скоростного пиления (резания) горных пород. Эти методы основаны на использовании для камнеобработки приемов скоростного резания металлов.
Для обрезки кромок плит и получения профилированных изделий (поясков, карнизов, ступеней и т. п.) на наших новых камнеобрабатывающих заводах применяют специальные камнефрезерные и универсальные профилирующие машины большой мощности. Режущим элементом в этих машинах являются истирающие диски или профилирующие цилиндры, изготовленные из особо твердых абразивов (карборундовых зерен с твердостью около 9,5 и т. п.) на различных связующих.

Абразивные диски для профильной обработки камня
Одним из наиболее эффективных способов обработки поверхности каменных изделий является резание камня многорезцовыми фрезами. В этом случае уступы и бугры на поверхности скалыва, ются относительно легко вследствие хрупкости камней и слабого их сопротивления скалыванию.
Фрезерование
Фрезерование позволяет получать как гладкие плоские поверхности (с помощью торцовых фрез, имеющих зубцы из твердых сплавов), так и профильные поверхности карнизов и т. п.
Пиление и фрезерование облегчают, ускоряют и удешевляют трудоемкие операции изготовления каменных облицовочных изделий. Кроме того, эти способы позволяют делать изделия более тонкими, что уменьшает расход ценных пород. Дальнейшая обработка поверхности камня заключается в шлифовке и полировке на специальных станках с вращающимися дисками.
Шлифовка
Шлифовка устраняет шероховатости, оставляемые пилами и камнетесными инструментами на поверхности камня. Шлифовальные диски делают из абразивных материалов. Сначала шлифуют дисками с более грушмк абразивными зернами, а затем с более тонкими. После шлифовки поверхность камня становится гладкой, но остается еще матовой.
Полировка
Для того, чтобы придать камню блестящую зеркально гладкую поверхность, его полируют. Однако такую поверхность можно придать только плотным камням.
Полировка производится войлочными полировальными дисками, под которые подсыпают очень тонкие специальные полировальные порошки (наждак, окислы металлов и т. п.).
Наши нрвые камнеобрабатывающие заводы оборудованы мощными станками для Шлифовки и полировки каменных деталей больших размеров и сложного профиля.

Характер работ
Облицовочные детали могут нуждаться: в обрезке по новому размеру, сверлении крепежных отверстий и восстановлении испорченной фактуры (табл. 1).
Пересчет производительности на все виды камня. Производительность станков по табл. 2 соответствует работе на белом уральском мраморе; при обработке других сортов мрамора, а также при обработке гранитов следует применять коэффициенты, меняющиеся в зависимости от твердости камня, примерное значение которых приведено в табл. 3.
Таблица 1.Подготовка к монтажу облицовки на строительной площадке
| Вид работы | Вид механизма |
| Исправление плит по размерам (окантовка) | Окантовочный станок |
| Работы по пришлифовке кромок |
Станок для пришлифовки кромок |
| Восстановление зеркальной фактуры |
Шлифовальный станок |
| Сверление гнезд для крепления облицовки: | |
| гранитная | Пневматические молотки |
| мраморная (цветной мрамор) | Электродрель или электрепазовка |
Таблица 2.Данные для приближенного подсчета оборудования.
| Вид работы | Габариты (м) | Производительность в 8-часовую смену | |||
| длина | ширина | высота | единица измерения | количество | |
| Окантовочные станки | 4,0 | 2,5 | 1,8 | пог.м | 100 |
| Станок для пришлифовки кромок | 1,0 | 1,0 | 1,5 | — | 150 |
| Шлифовально — полировальные станки | 3,0 | 2,0 | 2,0 | м2 | 5 |
| Станки с гибким валом, с набором инструментов для резки и шлифовки | 0,6 | 0,6 | 1,5 | число отверстий | 200 |
| Пневматические молотки для пробивки отверстий в гранитных деталях | — | — | — | то же | 100 |
Таблица 3. Коэфициеиты для приближенного пересчета производительности станков на породах различной твердости
| Характеристика породы | Типовой камень | Коэфициент производительности | |
| окантовка | шлифования | ||
| Среднезернистый мрамор без посторонних включений | Коелгинский, уфалейский, маукский и др. | 1,00 | 1,00 |
| Среднезернистый мрамор без посторонних включений | Газганский | 0,85 | 0,80 |
| Плотный мраморовидный известняк с посторонними включениями | Садахлинский, шрошинский | 0,70 | 0,50 |
| Очень плотный мраморовидный известняк | Давалинский | 0,55 | 0,50 |
| Мелкокристаллические граниты | Янцевский | 0,10 | 0,10 |