


Область применения дуговой сварки в арматурных работах ограничивается: сваркой стыков стержней больших диаметров при отсутствии стыковых машин достаточной мощности; сваркой тяжелых сеток, каркасов и блоков; монтажной сваркой при сборке элементов каркасов в крупные блоки
Дуговая сварка производится на постоянном и переменном токе. Эффективные способы дуговой сварки: ванная сварка; электрошлаковая сварка и автоматическая сварка под флюсом.
Сварка открытой дугой и ванная сварка производятся: одиночными электродами типа Э-42 с покрытиями марок ОММ-5, МЭЗ-04 и ЦМ-7 и электродами Э-50А с покрытиями УОНИИ-13/15 или УП2/55; гребенками электродов.
Электрошлаковая и автоматическая сварки производятся голыми электродами с флюсом АН-348А или ФЦ-4. При электрошлаковой сварке разогрев происходит за счет тепла, выделяемого при прохождении тока через расплавленный шлак (флюс).

Для формования стыков и узлов при ванной, электрошлаковой и автоматической сварках применяются стальные накладки и медные формы. Конструкции основных типов сварных стыков, внахлестку и с накладками, показаны на рис. 1 и 2; конструкции сварных узлов тяжелых арматурных каркасов — на рис. 3.
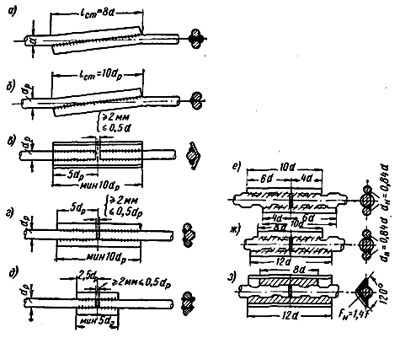 |
Рис. 1. Конструкции стыков арматурной стали |
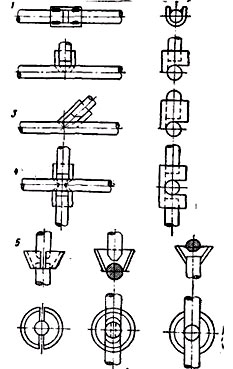 |
Рис. 2. Конструкции стыковых и узловых соединений, выполняемых ванной и электрошлаковой сваркой |
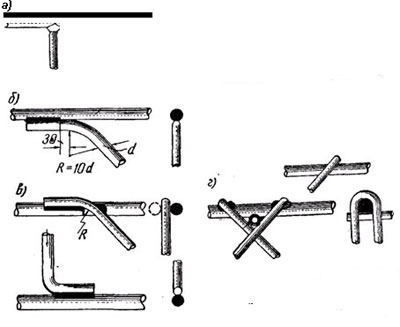 |
Рис. 3. Конструкции сварных узлов тяжелых арматурных каркасов |